
En esta oportunidad compararemos las 3 impresoras Hellbot de tamaño mediano que cuentan con doble extrusor.
Se analizaran las similitudes, las diferencias y que beneficio tiene cada uno de los sistemas de doble extrusión en cada impresora.
SIMILITUDES
Cómo similitudes podemos nombrar la estructura de marcos de aluminio, el sistema de movimientos con ruedas, sensores de corte de filamento, recuperación ante cortes de energía y por supuesto el aspecto que más las asemeja es que las 3 cuentan con doble extrusor, sin embargo cada una tiene un sistema diferente.
DIFERENCIAS
Doble Extrusor
Como mencionamos antes, estas impresoras cuentan con sistemas de doble extrusor, lo que nos permite hacer impresiones multicolor, usar filamentos solubles para soportes y demás. Ahora analicemos cada uno de los sistemas:
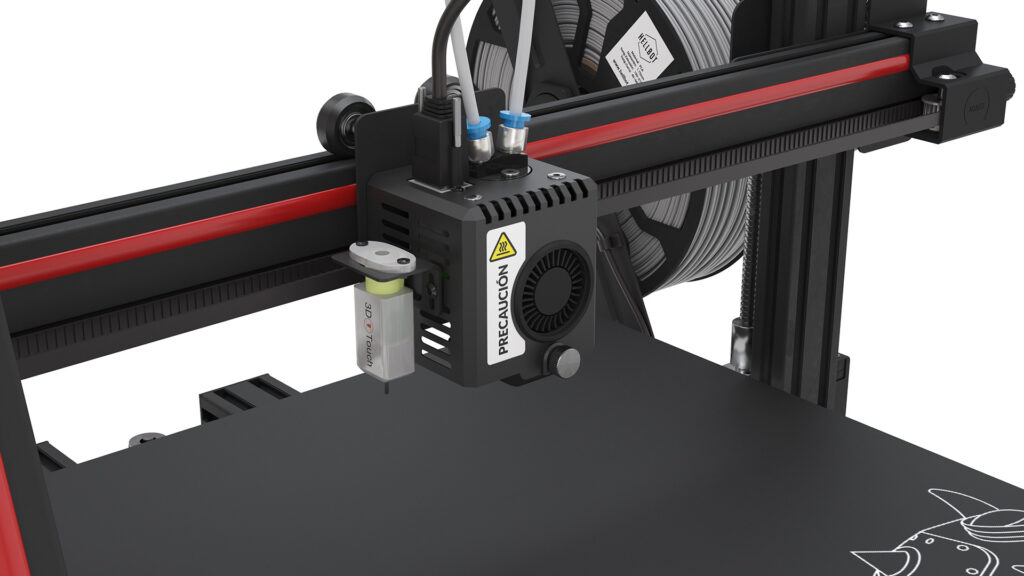
Magna 2 230 cuenta con un hotend 2 en 1, esto le permite intercalar entre dos filamentos con dos extrusores. Esta cualidad es opcional, ya que sólo podemos usar un extrusor indefinidamente y si se desea podemos usar el segundo extrusor.
Magna Dual tiene dos sistemas de uso. Mixeo, este sistema tiene la ventaja de poder hacer mezcla y gradientes de colores, sin embargo, requiere un mantenimiento frecuente y se recomienda utilizar ambos extrusores de forma intercalada para evitar atascos de material.
Y el sistema 2 en 1 funciona como un sistema de hotend común utilizando una unión para poder hacer el cambio de filamento.

Mientras que Hidra cuenta con el sistema IDEX: “Independent Dual Extruders” o Doble Extrusor Independiente en español. Este sistema ,como lo indica su nombre, cuenta con dos extrusores que se mueven en el eje X de forma independiente, permitiendo modos de impresión especiales como el Modo duplicación y Modo espejo. Estos modos utilizan ambos extrusores en simultáneo para imprimir 2 o más piezas a la vez o como el Modo dual que permite a los usuarios crear piezas multicolor y multimaterial sin depender de una torre de purgado

Ejemplos de impresiones con los diferentes sistema duales de extrusión:
Impresiones de doble color
Estos ejemplos pueden ser impresos con cualquiera de las 3 impresoras que estamos comparando. Pero, ¿Cuál es la diferencia?
La diferencia es que en el caso de las Hellbot Magna 2 y Hellbot Magna Dual se necesita imprimir si o si una torre auxiliar de purgado para evitar que se mezclen los colores. En cambio, con Hellbot Hidra se pueden hacer estas impresiones sin necesidad de gastar material ni tiempo en una torre auxiliar de purgado ya que sus dos extrusores funcionan de manera independiente.

Impresiones con soporte soluble
Al igual que las impresiones a 2 colores, este tipo de combinación puede ser resuelto con cualquiera de las 3 impresoras 3D pero, una vez más, la diferencia entre los modelos es que Hidra no necesita realizar una torre de purgado, ahorrando material y tiempo de impresión.

Impresiones con transición gradual de color
Este tipo de impresiones sólo se pueden realizar con la Magna Dual, ya que gracias a su sistema de mixeo en el hotend se puede mezclar 2 materiales en el pico.

Combinación de materiales
En esta fotografía podemos ver a una rueda impresa en 3D compuesta por una llanta de material sólido y una cubierta de material flexible. Este tipo de combinación con Hidra se puede lograr en un solo proceso de impresión ya que posee un sistema de doble extrusor independiente que permite tener 2 materiales imprimiendo a temperaturas diferentes.

DUPLICACIÓN Y ESPEJO
Estos modos especiales de impresión sólo son posibles con Hidra debido al sistema de doble extrusor independiente, IDEX.

Tipo de extrusor
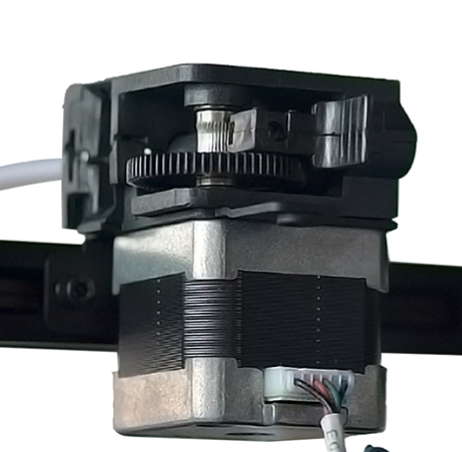
Magna 2 230 posee un tipo de extrusor Dual Drive.

En detalle se observa el sistema de empuje de filamento interno
El nombre dual drive proviene de su sistema compuesto por dos ruedas dentadas que engranan entre sí. Este sistema proporciona una mejor tracción del filamento y mucha más fuerza de empuje; además cuenta con un sistema de reducción de 3 a 1 que proporciona mayor fuerza de torque con un motor nema 17 convencional.
Magna Dual incluye un extrusor tipo Titán. Este tipo de extrusor al igual que el dual drive tiene un engranaje de reducción de 3 a 1, por lo que puede proporcionar mayor fuerza de torque con un motor nema 17 convencional.
La Hidra por su parte cuenta con dos extrusores MK8 directos.
Un sistema directo está formado por extrusor y hotend juntos, sin utilizar un tubo de teflón. Este sistema es ideal para imprimir materiales flexibles y también es más fácil para configurar retracciones.
Interfaz de Usuario
La Magna Dual al ser de los primeros modelos de la marca, cuenta con una pantalla LCD monocromática de 20×4 caracteres (4 filas de 20 caracteres) para visualizar información y una perilla con botón (encoder) para seleccionar las opciones de menús.

Magna 2 230 en cambio, cuenta con una pantalla táctil a color de 3.5 pulgadas. Tiene opciones de múltiples idiomas, incluyendo español, y permite realizar diferentes configuraciones mediante la pantalla. También permite se puede previsualizar el diseño a imprimir.

Esta pantalla es mucho más amigable y fácil de utilizar, mejorando mucho la experiencia del usuario.
Hidra, al igual que Magna 2 también se encuentra equipada con una pantalla táctil a color.

Plataforma de impresión
Magna Dual tiene una plataforma de vidrio con textura adherente. Mientras que Magna 2 e Hidra tienen una plataforma magnética flexible con sticker adherente.
Existen usuarios que prefieren el vidrio por ser una superficie más plana mientras que otros eligen la cama flexible magnética por su facilidad de remover la plataforma y las piezas impresas.
Drivers
Magna Dual tiene drivers A4988 para todos sus ejes, estos son muy populares por su bajo precio y gran disponibilidad, sin embargo al trabajar, producen ruidos en los motores que pueden ser bastantes molestos.
Magna 2 230 incluye en los eje X e Y drivers TMC2209 ultra silenciosos que disminuyen significativamente el sonido producido por la impresora mientras trabaja.
Hidra incluye en todos los ejes drivers TMC2208 ultra silenciosos que también disminuyen mucho el sonido de la impresora.
Conectividad WIFI
De estas tres impresoras, la única con conexión WIFI es Magna 2. Esta conexión permite realizar movimientos de ejes, precalentamientos y enviar archivos desde su computadora con el software Ultimaker Cura hacia la impresora.
Magna Dual e Hidra cuentan con conectividad de Tarjeta SD y USB, estas conexiones también están incluidas en Magna 2.
Ficha Técnica
| Hellbot Hidra | Hellbot Magna 2 230 | Hellbot Magna Dual | |
| Tecnología | FDM | FDM | FDM |
| Tamaño de impresión | 220*220*250mm | 230*230*250mm | 220*220*250mm |
| Peso de máquina | 13Kg | 11Kg | 7.9kg |
| Tamaño de impresora | 500*420*660 mm | 500*500*570mm | 478*413*485mm |
| Velocidad de impresión | 80mm/s. Recomendada 50mm/s | 80mm/s. Recomendada 50mm/s | 80-100mm/s Recomendada 50mm/s |
| Filamento | 1.75mm | 1.75mm | 1.75mm |
| Fuente de alimentación | Entrada: 110/220v. Salida: 24V 15A 360W | Entrada: 110/220v. Salida: 24V 10A 200W | Entrada: 110/220v. Salida: 24V 15A 360W |
| Altura de capa | 0.1mm – 0.4mm | 0.1mm – 0.4mm | 0.1mm – 0.4mm |
| Diámetro de Pico | 0.4mm | 0.4mm | 0.4mm |
| Precisión | +-0.1mm | +-0.1mm | +- 0.1mm |
| Tipo de cama | Caliente. Metálica, magnética flexible con superficie adherente | Caliente. Metálica, magnética flexible con superficie adherente | Caliente. Vidrio con textura adherente |
| Conectividad | Tarjeta de memoria – USB | Tarjeta de memoria – USB – WIFI | Tarjeta de memoria – USB |
| Temperatura de pico Máxima | 260º | 260º C | 260º C |
| Temperatura de cama Máxima | 100º | 100º C | 100º C |
| Tipo de interfaz de usuario | Pantalla Tactil a color | Pantalla táctil a color | LCD 20×4 caracteres |
| Recuperación de corte de energía. | Si | Si | Si |
| Tipo de drivers | Drivers TMC silenciosos | Drivers TMC silenciosos | Drivers A4988 comunes |
| Tipo de extrusor | Doble extrusor directo MK8 | Bowden. Dual drive. | Bowden. Tipo Titan |
| Cantidad de extrusores | 2 | 1 o 2 opcionales. | 2 |
| Sensor de filamento | Si | Sí | Sí |
| Autonivelación | No | No | No |
CONCLUSIONES
Realizamos un análisis comparativo entre tres modelos de impresoras que comparten una misma característica, la doble extrusión. Sin embargo, como vimos a lo largo de la nota, las diferencias son más que las similitudes.
Magna Dual, si bien es de las primeras impresoras de la marca, sigue siendo muy popular por su precio accesible y la gran variedad de utilidades como mixeo, gradiente, doble color, etc.
Luego tenemos a Magna 2 230 que es la siguiente generación a Magna 1 (sin doble extrusión) y Magna Dual, esta línea mejora muchos aspectos en relación a sus antecesoras, como la pantalla táctil, cama magnética, wifi, drivers silenciosos, etc.
Y por último tenemos a Hidra que incorpora una nueva tecnología, el sistema de doble extrusor independiente IDEX que permite nuevos modos de impresión pudiendo disminuir tiempos de impresión, mejorar las impresiones de doble color o material y más.
Otros aspectos que pueden volver atractiva a Hidra para el usuario son sus drivers silenciosos, la pantalla táctil entre otros beneficios.
SOPORTE Y COMUNIDAD HELLBOT
Una comunidad de makers propia con más de 2000 usuarios que continuamente aportan sus conocimientos y uso de sus productos Hellbot.
Garantía de 1 año para sus impresoras 3D y una amplia red de servicio post venta a través de nuestros distribuidores oficiales en todo el país.
No te quedes afuera, tené tu Hidra y empezá a crear sin límites. Ya disponibles en store.hellbot.xyz > Hidra e Hidra Plus, ¡tené la tuya ahora!












































































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}